• 超凡工艺
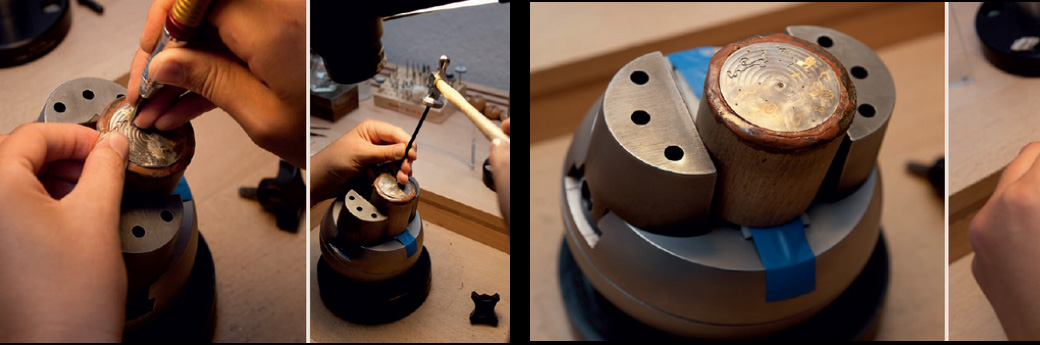
赤铜工艺(Shakudō)
赤铜原产于日本,是一种主要由铜和金两种材质构成的合金,呈现出介于蓝黑之间的暗绿色泽。在使用特殊的乙酸铜溶液的钝化处理时,随着溶液运用比例的增加,赤铜的黑色光泽会逐渐变深并呈现出更加浓郁的色泽,非常漂亮。
2015年,宝珀首次将赤铜工艺运用到顶级制表中,推出包含5枚孤品的Shakudō腕表系列。赤铜主要运用在表盘基座上。表盘上的浮雕形象主体则以金属雕刻工艺完成。
1)象头神格涅什款(Ganesh)融合了赤铜、大马士革镶金、金属雕刻三大复杂工艺,赢得2015年日内瓦高级钟表大赏GPHG“最佳工艺腕表奖”。

象头神是在藏传佛教中是守护神,在日本、泰国、印度教中是财神,命运之神,排除一切障碍,有“象头神财天”的美称,代表智慧,象征吉祥和成功。

2)腔棘鱼(Gombessa)是一种早先被认为在6500万年前就已灭绝的史前鱼类,直到著名生物学家兼海洋摄影师劳伦•巴列斯塔(Laurent Ballesta)在宝珀的鼎力支持下,开启了“腔棘鱼探险研究项目”才发现它的踪迹。以这种古老的生物为依据,科学家们如今可以勾勒出鱼类进化至第一批陆生四肢脊椎动物的进程,它是水生动物在三亿七千万年前第一次走出水面的最佳佐证。


大马士革镶金
镶金,又称错金,是金属镶嵌工艺的一种,指用金、银等贵金属丝在器物表面镶嵌成花纹或文字,始见于中国的青铜器时代,而据考古发现,公元前16世纪的埃及人也已经掌握了镶金技艺。
大马士革镶金(Damascening)源于叙利亚著名古城大马士革城。自公元前16世纪问世以来,大马士革镶金工艺主要用于铜器铸造领域,比如武器装饰。工匠们通过这一工艺将自己的名字、制造年份、辞文或其它相关信息镶嵌于武器之上。通过镶金工艺还可镶嵌出叶子、庭院或蛟龙等图纹,或打磨成平滑表面,或形成浮雕效果。
宝珀依循传统,又创新地将这种古老的工艺形式运用于方寸表盘间,打造出独具匠心而又卓越不凡的定制腕表。
制作时,首先在经过修饰,厚度仅为1 - 2毫米的金属表盘表面,依照图案纹路设计,雕刻出深度仅为0.2 – 0.4毫米的梯形凹槽,然后将金丝嵌入凹槽中,捶打压实,最后再对表盘进行抛光打磨,以使其光滑平整。
在此过程中,最关键之处在于使贵金属装饰完全吻合原来的金属表面,并通过恰如其分的锤击将其嵌入凹槽,不能使用任何胶水、粘合剂或类似替代物品。


金属雕刻
金雕师必须要经过多年历练,才能在黄金、精钢或铂金上雕刻。首先,需要在平面上画出素描图,然后在腕表上面直接用刀尖雕出图案。再之后,用凿子将图画按照适当雕刻风格进行细加工。这样,一次看似容易,实则复杂的腕表雕刻才得以完成。

珐琅工艺
进入20世纪中后叶,只有少数享有悠久历史传承和高贵血统的制表品牌仍持续投入于珐琅这项工艺之中,Blancpain宝珀便是其一,品牌拥有自己的瑞士顶级珐琅大师——克利斯多夫,将大明火珐琅和微绘珐琅这两项极具挑战性的珐琅工艺运用至高级制表中,不断精进,薪火相传。
大明火珐琅
大明火珐琅向来被尊为珐琅技艺的至高境界。首先需将金属面盘弯曲呈弧形拱起,再于金属面盘上施撒细腻的珐琅粉末,最后经800摄氏度以上的大火焙烧使珐琅玻璃化。珐琅面盘需要多层烧制工序,每一个窑烧工序都有可能产生龟裂与色差的风险。待烧制完成后,宝珀的珐琅彩绘师会于表面上手工绘制计时刻度与时标,再经焙烧,以确保面盘装饰完美地牢固于表面之上。最终在表盘的4、8点位,宝珀会用透明珐琅釉烧制出“JB”隐藏式签名。

微绘珐琅
微绘珐琅的价值不仅在于稀有,更在于每个作品都独一无二,原始珐琅原料是类似玻璃的透明物质,在研磨成粉末后,与油彩混合成原料,在800摄氏度的窑中反复烧制数百次以稳定它的色泽,烧窑中的温度和烧制的时间长短必须要仔细拿捏,因为不同的高温下会产生不同的反应,同一个微绘大师也无法烧制出完全相同的两个作品,可谓真正意义上的孤品,颇具艺术收藏价值。
Blancpain宝珀的微绘珐琅作品颇具东方韵味。珐琅大师在实践中不断领悟传统东方绘画的技巧与内涵,终于创造性地再现了中国古典色彩的深邃意境。

轨道式钻石镶嵌
宝珀于2006年发表的Leman系列大日期流星雨钻石陀飞轮腕表,展现了品牌独有专利技术的“轨道式”镶嵌方法。这种方法取代了在表盘以镶爪固定的镶嵌方式,而是将钻石从表盘的背面嵌入,两颗钻石之间的距离只有百分之一毫米,并以球状的金属微粒支托固定。这一工法完全不见任何爪镶痕迹。轨道式镶嵌法完成的表盘令人着迷,钻石不再以单颗连续安置在表盘上,而是使之与表盘合为一体,闪耀更加璀璨的光辉,也让工艺师有了自由挥洒艺术创意的更多空间,开启一道通往更精致更优雅的珠宝表盘设计大门。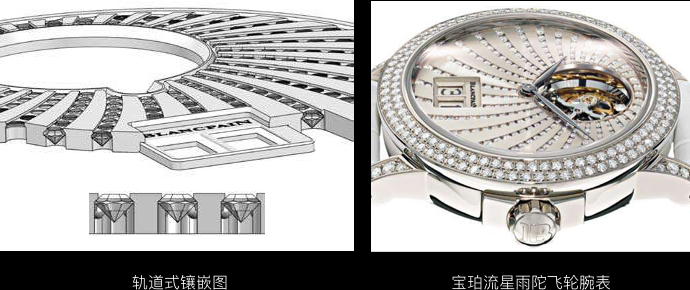
金属镂空
宝珀的金属镂空采用巴洛克风格镂空雕花,纯手工打磨,几乎镂到只有几根半圆弧的表桥,横跨表盘经纬,支撑着发条盒与轮系间的合理布局,维系它们之间的稳固恒动。制表师需要更换不同类型的传统工具,花费数十小时不间断地锉削与倒角,最终将机芯部件打磨出极其纤薄的外形,尤其是圆拱高难的内角雕琢,也都通透轻盈。