【报道】日内瓦印记的前世今生
发表时间:2020-05-08 13:40:48 | 来源:爱表族官方

日内瓦印记诞生于1886年,它最早原是地方保护主义的产物。1886年,共和国大议会和日内瓦州通过了一部法律,创建了Poincon de Genève,目的是保护日内瓦钟表的声誉,使其免受在国外出售的假冒伪劣商品的影响。
法规要求:“根据手表行业的最佳做法制造的手表的机械机芯,其结构应符合手表制造商对检查员的指示。 “这是一项艰巨的任务”,并且“这项工作至少要由居住在日内瓦州的工人来完成,涉及以下制表零件和工艺:擒纵装置,直立装置,珠宝,组装装置,调整装置。” 同样,该委员会通过了一项实施条例,规定了执行这些各种操作的技术要求。
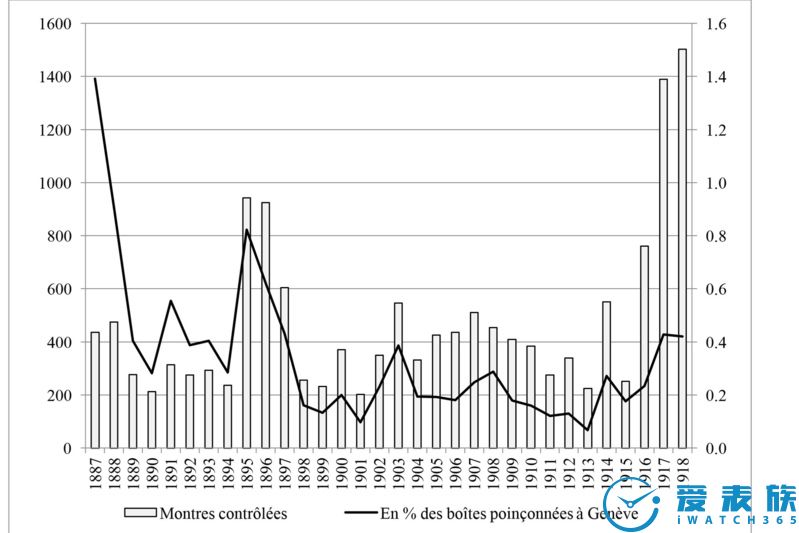
左边坐标认证数量,右边坐标是占总产量比例
但超出我们后人想象的是,早期没啥钟表制造商去认证:自1887年开放到1918年,平均每年只提交475只机芯认证,基本都是独立小制造商行为,大表厂基本不参与。这在日内瓦全部产出中所占的比例极低,几乎可以忽略不计。
上世纪20年代起,随着怀表时代过渡到手表时代,日内瓦地区的手表机芯生产开始崩溃,参与认证的制造商逐步减少,慢慢地,百达翡丽成了日内瓦印记的救世主:
PP在被检查手表总数中的份额从1924年之前的不到5%上升到1925年的30.8%,1930年的34.1%,1932年的48%,然后在1934年之后超过80%。甚至在1940年达到98.2%。形成鲜明对比的是江诗丹顿, VC在两次世界大战期间(1932年,1937年和1939年),它总共只提交了三只手表机芯去认证,这令行政委员会感到不满。

二战后至1990年期间,真正提交认证的品牌越来越少,PP继续是该机构的主要合作伙伴(占1950年至1990年所有认证的67.3%),直到其成为江诗丹顿撤资后的唯一捐助方。1990年,百达翡丽(Patek Philippe)是唯一一家寻求与该机构合作的公司,获得了98.6%的认证。
最初,在1950年到1970年之间,PP提交的机芯激增,几乎把所有机芯都拿来做认证,日内瓦印记成为营销卖点。在1960年代中期,这家日内瓦制表厂发起了一场广告战,声称将所有机芯提交认证,这是行业唯一的举动,因此可以声称其名称为世界上最出色的制表业。
在随后的1972年至1986年这段时间里,PP做认证数量急剧下降,然后停滞不前,这主要是PP开始在女表中规模尝试石英机芯的结果。
80年代中期,江诗丹顿开始恢复认证,约占认证数量的三分之一。但80年代VC遇到了财务困难促使它短期内放弃了,并下令从日内瓦州外(特别是ETA)订购机芯。

上世纪90年代,机械表复兴,也带来了日内瓦印记的复兴,认证总数在总体上呈上升趋势。认证数量从1990年的7004上升到2001年的32997的绝对记录。自2002年以后Timelab基金会不再发布数字。但据向媒体发表的声明,认证数量持续增长,2009年为30,000只,2011年为26,500只。
随之而来的就是参与者多起来了,不单单是PP一家的游戏:老对手VC重新参与进来,江诗丹顿在1997年至2001年期间平均占比为6.5%,仅次于百达翡丽的87%。
1996年,Roger Dubuis和Chopard也来了,每年提交数百枚机芯去认证。1983年以后,设计师GéraldGenta也出现了,尽管是断断续续的,但数量较小(1990年至2001年之间平均为49枚手表)。
由于历峰集团收购了罗杰杜彼,就给卡地亚带来了机会,2008年时,卡地亚的一款9452MC 陀飞轮机芯成为日内瓦印记阵营里的新成员。
百达翡丽全球副总裁曾在接受采访时表示:“当远在我们技术之下的某品牌的某一款机芯也获得了日内瓦印记时,百达翡丽也许会被误认为和某品牌属于同一水平,百达翡丽和日内瓦印记之间其实就出现了鸿沟,我们不想被当作参照物那样利用。”

2009年,百达翡丽宣布弃用使用百年的日内瓦印记,改用自己的百达翡丽“双P印记”。这个转身,毁誉交加,赞美者看中的是整体标准扩展到整表,而且要求更高;批评者则着眼于这不是外部客观认证,自己给自己认证,先天就有风险。
PP走后,2016年日内瓦印记的队伍又扩大了,Louis Vuitton也加入其行列。
在过去的几年中,Timelab基金会对日内瓦印记的要求进行了调整和更新,2011年进行了大修订,2014年又进行了一次调整。这些增加使日内瓦印记更加符合时代要求,自2013年9月起,日内瓦印记的任何手表都会收到唯一的密钥,供购买者用来检查认证的真实性。
现阶段的日内瓦印记具体要求如下:

各类夹板
夹板指的是承载所有齿轮系统与机械装置的支撑体。由于其体量重大,日内瓦印记特别监督其制造品质,以确保成品不带有制造过程所留下的任何粗糙痕迹。此外,制造者必须根据特殊的要求标准来为这些部位进行精美修饰。
主夹板、附加装置板和各夹板皆必须经过以下处理:
1. 对棱角进行倒角抛光。
2. 对侧面进行拉丝打磨。
3. 对沟槽进行珍珠纹打磨或其它修饰,以消除制造过程所留下的任何粗糙痕迹。
4. 对板桥支座进行磨光。
5. 对孔洞和埋头孔进行倒角抛光。
6. 对宝石的孔口倒圆角进行抛光打磨。
7. 桥板朝上表面必须以日内瓦波纹或其它饰纹修饰收尾,以消除制造过程所留下的任何粗糙痕迹。

调速机构
摆轮游丝犹如腕表的“心脏”,是走时精确度的保证机制。鉴于此重要性,日内瓦印记特别要求游丝的固定方式必须相当雅致,不允许采用黏贴方式。
擒纵机构
擒纵机构位于齿轮系统与调速机构之间,是腕表良好运作的关键机制。日内瓦印记特别监督其制造品质,以确保其组件的加工精修完美无缺,同时也确保在机芯的直径范围内,擒纵机构的厚度不超过一定数值。
总直径超过18毫米的机芯 :
擒纵轮的厚度不得超过0.16毫米,其与擒纵叉的接触面必须经过打磨抛光。
总直径小于18毫米的机芯 :
擒纵轮的厚度不得超过0.13毫米,其与擒纵叉的接触面必须经过打磨抛光。
擒纵叉的摆动幅度必须利用固定的夹板侧壁加以限制,不得使用定位销钉或短桩型的挡柱。
螺钉与快慢针
螺钉与快慢针这两个组件与游丝的运作紧密相关。螺钉用于固定游丝,快慢针则通过对游丝有效工作长度的影响而调整腕表的走时速度。尽管固定游丝的方法非常多样,日内瓦印记却仅接受其中最为雅致的方式,并且赋予严格的使用条件。
1. 游丝可以采用滑动夹板和圆颈螺钉(形成活动外桩环)来固定。
2. 移动式螺钉座亦可被采用,但必须锁定其位置。
3. 配有稳固装置的整合式或分离式快慢针皆允许使用,超薄型机芯则例外不需配备稳固装置。
4. 调速机构即使具有回转半径不固定的摆轮亦可允许使用。

齿轮系统与红宝石
齿轮是钟表机械的象征性元素,日内瓦印记为其建立了极为严格的修饰标准,以确保消除制造过程所留下的任何粗糙痕迹。同时,为了使齿轮装置呈现无懈可击的美感,许多部位都必须经过独特的加工精修以达到超卓的工艺品质。
精加工齿轮
1. 上下轮面都应经过倒角处理。
2. 厚度小于或等于0.15毫米的齿轮,可以允许仅有单面具有倒角处理。
3. 孔口倒圆角必须经过打磨抛光
4. 厚度小于0.15毫米的齿轮片,可以允许仅有单面具有孔口倒圆角处理。
5. 认证申请方可以自行决定轮片上孔口倒圆角的样式(朝向和形状),但必须确保其表面的光滑。
6. 齿轮的轮辐、轮毂和轮缘都应经过倒角处理。
7. 轮轴和枢轴的功能性部位以及其表面都必须进行转轮抛光。其他部分也应进行抛光,以消除制造过程所留下的任何粗糙痕迹。
8. 小齿轮的表面必须加工精修以删除制造过程所留下的任何粗糙痕迹,但不包括磨圆棱角和/或压平毛边。只要不违反上述规定,所有抛光、磨削或其他修饰收尾都是可以接受的。
9. 小齿轮的轮齿必须进行抛光,但不能对齿尖的功能性部位造成影响。
非精加工的齿轮传动装置
1. 必须修整收尾以消除机械制造过程所留下的任何粗糙痕迹。
2. 在使用材料允许的情况下,必须对齿轮的齿圈进行抛光处理。
3. 带轮辐的齿轮片必须达到和加工精修齿轮之轮片一样的品质。
4. 棘轮和冠轮必需进行适当修饰,以消除制造过程所留下的任何粗糙痕迹。
5. 棘轮和冠齿轮齿圈在厚度允许的情况下,必须经过倒角和抛光处理。
红宝石
红宝石能够避免枢轴支撑点由于不断摩擦而产生的磨损。日内瓦印记要求夹板上的宝石必需具有凸圆表面,同时其孔口倒圆角必需进行抛光。
所有机芯都应嵌入中央带有孔槽(承油槽)的红宝石,其孔槽必须在加工精修时进行抛光。位于夹板上的宝石应具有凸圆的表面和抛光的孔口倒圆角。对于主夹板中心轮的宝石则没有特殊要求。
对于机芯的其他零件和附加装置,所有高品质宝石或任何种类的轴承装置皆可使用。

接合零件与辅料
此部分包括如螺钉和销钉等多种零件。这些零件的各个部位必须经过加工精修,以确保成品不带有制造过程所留下的任何粗糙痕迹。因此必须对所有零件转角进行倒角抛光,对其侧面进行拉丝打磨,并对其支撑面进行磨整抛光。对某些零件而言,存在着更为精细的修饰要求。
接合零件与辅料
接合零件与辅料必须经过倒角抛光的处理,并对其侧面进行拉丝打磨,对其支撑面进行磨整抛光,而所有表面必须经过加工精修或纹饰,以确保成品不带有制造过程所留下的任何粗糙痕迹。其功能性部位可以免除这些修饰。
螺丝头必须经过抛光或圆纹打磨,其边缘和槽口均经过倒角处理。
凸面螺丝头必须经过抛光或圆纹打磨。
螺丝可上色,但要确保成品色调与批准样件一致。
螺丝杆底必须经过抛光,不可留有切割凸痕或刺渣。
平面销或凸面销的边缘必须经过抛光。
以机械化学方法进行去毛刺和抛光处理可被允许,但必须尊重零件既有的几何形体和表面样貌。
经折叠铸造而成的组件,必须以适当且符合批准样件的加工精修来掩饰折叠痕迹。
所有未在技术规范中列出的辅料都应符合在机芯样件批准时所订定的要求。
弹簧与定位杆
线型弹簧不允许使用。
弹簧和定位杆的整个外部轮廓都应进行倒角打磨,其功能性部位可以免除这些修饰。
对厚度等于或小于0.18毫米的金属薄片,任何可能对其功能性刚度造成损伤的加工可作为例外情况处理。
所有弹簧和定位杆都必须带有支撑底座。
走时精准方面要求一般,这里就不罗列了。
关键词:日内瓦印记
Watch Brand
江诗丹顿VC Overseas纵横四海系列超薄万年历腕表4300V/120R-B064

- 品牌:江诗丹顿
- 系列:Overseas纵横四海系列
- 型号:4300V_120R-B064
- 款式:男表
- 类型:自动机械
- 表径:41.5mm
- 机芯:自制1120 QP/1
- 价格:¥暂无